Why Most Radiant Heat Doesn’t Work
The pattern most producers actually saw — and why no amount of tuning was ever going to fix it.
If you’ve ever bought a radiant tube heater for a poultry barn, watched the front end glow and the back end stay cold, and decided radiant heat doesn’t work — you weren’t wrong about what you saw. You were wrong about what it meant. The system you bought was never going to work in your barn. The physics of how it was built guaranteed the failure.
This article is for the producer who tried radiant once, got burned (literally — the chicks at the front end were panting, the chicks at the back end were piling), and walked away. The system you had wasn’t a bad install. It wasn’t bad management. It wasn’t bad luck with a cold winter. It was a fundamental mismatch between how the tubing was designed and what radiant heat actually has to do in a barn.
Not all radiant systems are the same. The difference between a system that works and a system that fails comes down to four design choices that happen before the system ever ships to your operation.
The PatternWhat Most Producers Actually Saw
A typical pressure radiant install in a 100′ × 50′ broiler barn footprint looks straightforward on paper: two 150,000 BTU burners, two 40-foot straight tubes, total 300,000 BTUs of input. The math says you have enough heat for the barn. The contractor agrees. The order ships. The system goes in.
Then the first cold spell hits.
The producer walks the barn and feels the problem before any thermometer reads it. Directly under the front of each tube — the first 8 to 10 feet from the burner — the heat is intense. Uncomfortable. Hot enough that nothing wants to sit underneath. Walk 30 feet downstream and the tube is barely warm. Walk to the middle of the barn, halfway between the two tubes, and the floor is cold. Walk to the long walls and the floor is cold. Walk to the corners and the floor is cold.
The thermostat reads at setpoint. The barn does not feel like setpoint. The chicks vote with their feet — pressed against the long walls, jammed into the corners, scattered everywhere except where the system is actually delivering heat.

This isn’t a hypothetical. It’s the failure mode of pressure radiant tube heating in agricultural applications, and it’s what most producers who have “tried radiant” actually experienced.
The MechanismWhy It Fails: The Four-Hundred-Degree Threshold
Radiant tube heating works on a single principle: the tube surface has to be hot enough to emit infrared radiation. Below approximately 400°F, a tube emits very little infrared. It’s still warm — you can feel it if you hold your hand near it — but it’s no longer doing radiant work. It’s just a hot pipe doing weak convection.
Above 400°F, the tube emits useful infrared. The hotter it gets, the more it emits. At 1000°F+ it’s emitting aggressively — too aggressively for a barn environment, where there are animals directly below.
The challenge for any radiant tube system is keeping the entire length of the tube above 400°F without any section getting dangerously hot. That sounds simple. It is, mechanically, the hardest problem in radiant tube design.
In a pressure system using thick high-mass tubing, the front end of the tube — the section right next to the burner — gets very hot, very fast. Surface temperatures of 1000°F or more are common in the first 6 to 10 feet downstream of the burner. That intense radiation is what creates the front-end “heat bomb.” Anything underneath gets blasted with infrared at uncomfortable intensity.
Then the tube cools. By 20 feet downstream, surface temperature is dropping. By 25 feet, it’s near the 400°F threshold. By 30 feet, it’s below — meaning the rest of the tube is just hot pipe doing convection, not radiation. Useful infrared output has effectively ended.
The producer who watches this happen often responds by doing what seems logical: pushing more BTUs through the system. Replace the 150K burner with a 175K. Maybe a 200K. The thinking: more energy in should mean more heat further down the tube.
Here’s what actually happens. The tube can’t carry more heat further down the run — it can only get hotter at the front. So the front-end zone goes from intensely hot to violently hot. Surface temperatures push past 1100°F. The first 8 feet becomes actively dangerous to anything underneath. The back end of the tube? Still cold. The cliff doesn’t move. It just gets sharper.
The producer has now spent more fuel, made the front of the barn worse, and gotten almost nothing in return at the back. The system fights itself, and there is no setting that fixes it.
The TrapWhat the Manager Tries Next
Most producers who reach this point try to fix the cold middle with circulating fans. Fans push warm air from the bomb zones into the dead zones. It works, after a fashion: air does move, the floor temperature in the middle does come up a degree or two.
But day-old chicks can’t tolerate moving air. We covered this in detail in What Your Chicks Know That Your Thermostat Doesn’t — the same draft that an adult bird shrugs off can drop a chick’s effective temperature by 10°F or more, triggering huddling and piling.
So the fans solve the cold problem by creating a draft problem. The chicks vote with their feet a second time — pressing harder against the walls, jamming tighter into the corners, abandoning whatever floor space the fans are reaching. The thermostat reads correct. The fans run. The middle is warmer. The chicks know better.
That’s why the wall-crowding pattern is so consistent in pressure radiant barns. The chicks aren’t piling because they’re cold. They’re piling because every available spot has either too much heat, too little heat, or too much air movement. The walls are the only places that combine “tolerable temperature” with “no draft.” So that’s where the chicks go.
This isn’t bad management. It isn’t bad luck with the install. It’s the fundamental physics of trying to heat a barn with high-mass straight-tube radiant. The architecture limits what’s possible, regardless of how much fuel you burn.
Same Barn, Different Outcomes
Run a 100′ × 50′ broiler barn footprint through a typical pressure radiant install vs an engineered low-intensity system at the same total BTU input, and the operating numbers diverge in three directions at once:
| Metric | Pressure Radiant | Reflect-O-Ray H-System |
|---|---|---|
| Floor variance, end to end | ~20°F · ~11°C | ~1.5°F · ~0.8°C |
| Death loss per cycle | 5–6% | 1–2% |
| Runtime in cold weather | Up to 22 hr/day | ~50% less fuel burn |
| Total BTU input | 300,000 | 300,000 |
Same fuel input. Same barn dimensions. Same outside temperature. The difference is entirely in how the heat is distributed across the floor. One system concentrates the heat where it isn’t needed and starves it where it is. The other distributes it evenly across the entire footprint.
The runtime number is the one most producers feel first. A pressure system in cold weather often runs nearly continuously — cycling on every few minutes, never quite catching up to setpoint, burning fuel around the clock. An engineered low-intensity system at the same target temperature runs roughly half as much, because the heat that goes into the barn actually stays in the barn instead of being pushed around by fans and lost to ventilation.
The death loss number is the one that matters most in the long term. A 4-point reduction in cycle mortality across multiple flocks per year, across multiple barns, is a meaningful improvement to the bottom line of any operation.
The AlternativeWhat an Engineered System Looks Like
The same barn footprint — 100′ × 50′, 300,000 BTU total load — heated with an engineered low-intensity radiant system looks structurally different from the start. Instead of two large burners pushing heat through high-mass tubing, the layout uses four smaller burners in an H-configuration, each driving a section of low-mass spiral tubing engineered to maintain temperature across the full length of its run.

The four 75,000 BTU burners sit at the corners of the barn. Each burner drives a tube run that extends inward toward a shared central exhaust. The combustion gases from all four burners are drawn through the system by a single vacuum exhauster at the center, rather than being pushed through by individual burner pressure.
That single design choice — vacuum-drawn rather than pressure-pushed — is what allows the entire system to operate as a coordinated radiant pattern instead of four independent hot pipes. Combustion temperature, velocity, and extraction stay consistent over the full length of every leg. The radiant output stays balanced from the burner end of each tube to the cool-down zone near the central exhaust.
The tubing itself is the second design difference. Aluminized steel spiral tubing, much lighter in mass than the heavy black steel used in conventional pressure systems, responds quickly to heat and distributes that heat evenly along its length. The lower mass means the system reaches operating temperature faster, doesn’t bind energy at the front end, and doesn’t create the front-end hot spike that defines pressure radiant.
The third difference is at the burner end specifically. The first 15 to 20 feet of each tube run is built from a different material than the rest — engineered specifically to temper the initial combustion heat so the burner zone doesn’t become a hot spike. That lets the rest of the system run at useful infrared temperatures without ever crossing into the dangerous-to-livestock range.
The fourth difference is the pattern of how the tubes are laid out. Most radiant systems are designed as straight runs that start at one end of the barn and end at the other. Reflect-O-Ray treats radiant delivery as an engineered pattern shaped to the barn — H-configurations, U-runs, multi-burner shared exhausts — built to blanket the active flock area with low-intensity, even infrared. The system matches the building. The building doesn’t have to match the system.
The OutcomeWhat This Looks Like in the Barn
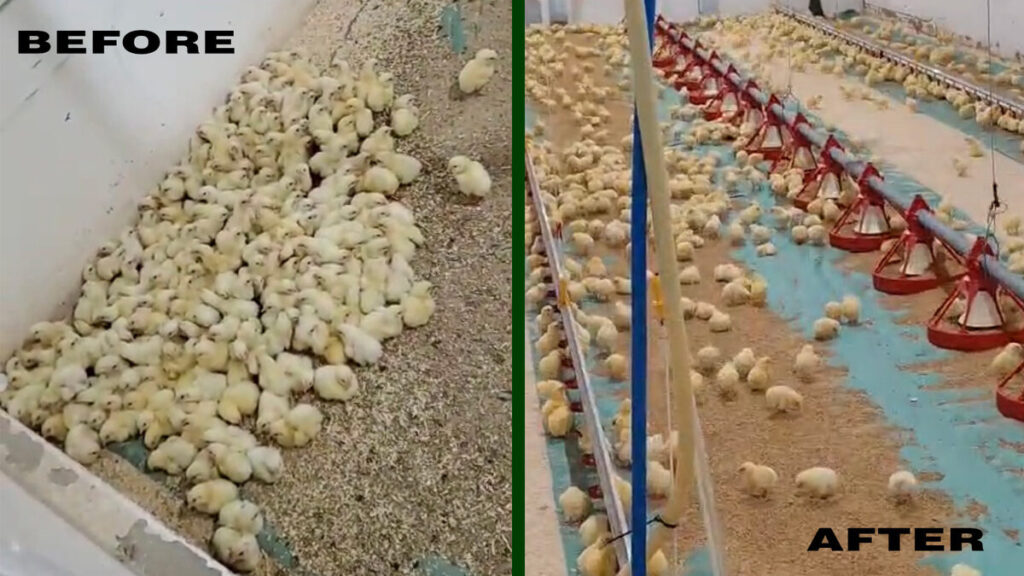
When the entire floor is delivered the same gentle warmth, three things change immediately.
The chicks spread out. There’s no advantage to the corner anymore — the corner is the same temperature as the center. There’s no draft to escape. There’s no hot zone to avoid. So the birds distribute themselves naturally across the full floor area, doing what chicks actually do when no environmental factor is forcing them somewhere else.
The litter dries from day one. A warm floor evaporates moisture before it can build up. Less ammonia, fewer foot problems, less topdressing required, lower respiratory pressure on the flock.
The runtime drops. A barn whose mass is properly heated holds temperature through the cold of night without the system firing constantly to compensate. In observed installations across Western Canada, a Reflect-O-Ray system in a cold-weather barn typically runs about half as much as a pressure radiant system trying to heat the same building to the same setpoint.
What “Radiant Heat” Actually Means
If you’ve tried radiant heat once and it didn’t work, the next step isn’t to write off the entire category. It’s to understand which kind of radiant system you had and which kind solves the problem you needed to solve.
A high-mass pressure radiant system using thick black steel tubing, single straight runs, and pressure-pushed combustion is not the same product as a low-mass spiral-tubed engineered low-intensity system using vacuum-drawn combustion and patterned coverage. They share the word radiant. They do not share the physics of how heat actually reaches the floor.
The pattern of failure you saw — heat bomb at the front, cold cliff at the back, chicks piling against the walls — is the predictable outcome of high-mass straight-tube architecture. Not a tuning problem. Not an install problem. Not a management problem.
Different architecture, different outcome.
Most radiant systems don’t.
The difference is in how they’re built.
About these illustrations
The diagrams in this article are illustrative representations based on the physics of pressure radiant and engineered low-intensity radiant systems. They are not derived from a specific barn installation, and they are not field temperature maps. Floor variance ranges, runtime numbers, and mortality figures cited are observed across multiple commercial poultry operations in Western Canada and Northern Montana. Real-world results depend on barn dimensions, insulation, ventilation strategy, outside temperature, bird age, management practice, and the specific equipment installed. The figures are intended to communicate the pattern of how each system distributes heat across a barn footprint, not to predict outcomes in any single facility.
Reflect-O-Ray® is a product of Combustion Research Corporation. Enviro-Smart Inc. is an independent representative for Western Canada and Northern Montana. This article is produced independently by Enviro-Smart Inc. for educational purposes and does not represent official technical literature, engineering position, or product claims of Combustion Research Corporation.
Related articles from the same lane.
What Your Chicks Know That Your Thermostat Doesn’t
Bird behavior is the most honest temperature sensor in your barn. When the chicks crowd the corners, they're not telling you the corners are...
Read articleHow Heat Actually Moves
A plain-talk explainer. Same fuel. Same energy. Two completely different barns. The difference isn't in the equipment specs — it's in the physics of...
Read article
Reflect-O-Ray: Everything Heating
Air temperature isn’t barn temperature. A barn is floors, walls, cages, and the ceiling. When all of those sit close in temperature, the room...
Read article